Re: Empezando a hacer el motor (fabricación de banco)
Publicado: 29 Sep 2014, 09:38
Bueno gente, vino el motor de la rectificadora y me prestaron los elementos para controlarlo, les cuento lo que hice:
Estos son los elementos de medición necesarios: 2 micrómetros (uno para cilindros y el otro para muñones de cigüeñal) y un comparador o alesometro

El alesometro en un extremo tiene una T con un perno pequeño que sobresale y cada vez que ese perno se presiona la aguja deflecta. Cada división del reloj equivale a 0,01 mm. Es útil para medir interiores de piezas como por ejemplo los cilindros, los interiores de bancadas o interiores de bielas.
Como se ve en la caja trae extensiones de distintas medidas que se colocan en la T dependiendo el diámetro aproximado que pensamos medir.
Los micrómetros básicamente son tornillos calibrados con una escala circular en el manguito que nos dicen que distancia existe entre los dos puntos del mismo.
Tiene una escala de medio milímetro en el eje principal y el anillo que gira esta graduado en 50 divisiones que son las centésimas de cada medio milímetro de la escala principal.
Vamos a las fotos que quizás se entienda mas:

La escala superior horizontal nos esta marcando los milímetros (75 80 85) y la inferior nos marca el medio milímetro. En este caso la medida seria 85,00 mm porque el 0 de la escala circular coincide con la horizontal. Cada vuelta completa de la escala circular corresponderá a medio milímetro.
Parece complicado pero es fácil cuando podes probar con el instrumento.
Para controlar los cilindros vamos a ver por manual que medida necesitamos controlar:
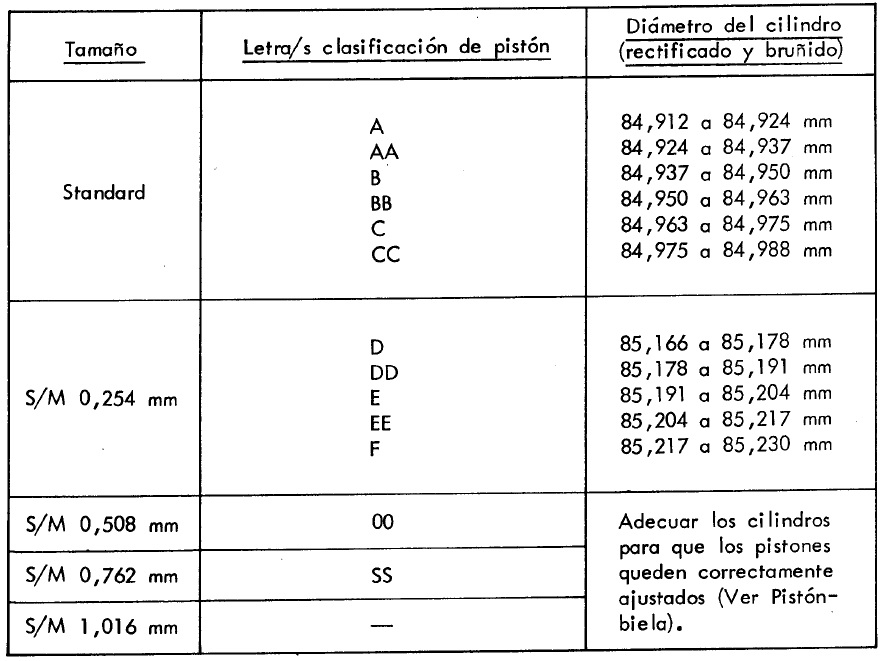
Después de mucho luchar conseguí pistones en 0.20" (0.508 mm) entonces la medida seria 84.912 mm + 0.508 mm = 85.42 mm
Acá tenemos 85.42 mm en el micrómetro:

Un error que se puede cometer es buscar la medida así:

Noten que entre el 85 y el comienzo de la parte móvil, abajo, esta la marca de medio milímetro entonces en esta ultima foto la medida es 85.5 mm + 0.42 mm = 85.92 mm
El valor correcto (85.42 mm) seria la medida del pistón en la parte mas baja de la pollera del mismo. Controlamos el pistón:

Los pistones están perfectos.
Con esta medida tenemos que colocar el alesometro y girar el cuadrante hasta que la medida del micrómetro queda en 0 en el comparador:
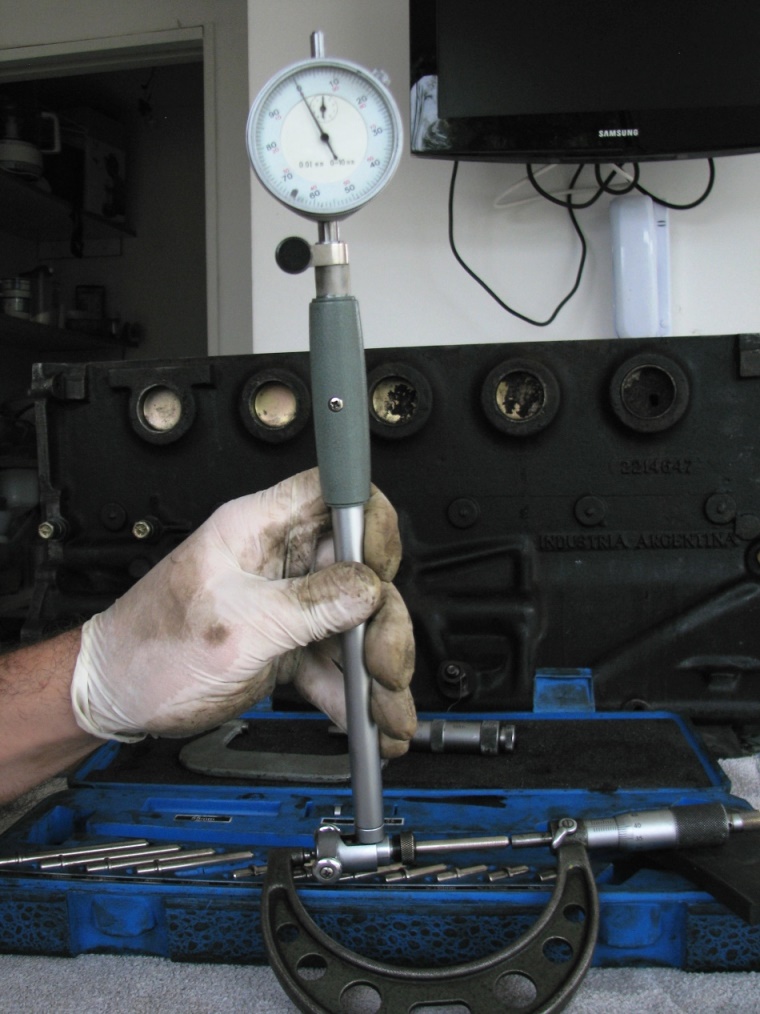
En este momento si nosotros introduciríamos el alesometro en un cilindro de 85.42 mm nos marcaria 0, en caso de que la medida del cilindro difiera nos va a marcar en mas o en menos la diferencia en el diámetro que existe, por esto se lo llama comparador, estamos comparando la medida del pistón con la del cilindro para verificar la luz del mismo.
La luz indicada para pistones STD es de 5 centésimas (0.05 mm). Obviamente mas grande que el pistón, por lo tanto el comparador nos tendrá que indicar 5 divisiones antes del 0 si es que el trabajo de la rectificadora es correcto.

Efectivamente quedaron bien los cilindros. Obviamente hay que tomar esa misma medida en varios ángulos diferentes del cilindro para medir la ovalizacion y también a distintas alturas para ver la conicidad del cilindro. Es un laburito de paciencia porque en cada medida hay que ir tanteando la lectura del comparador moviéndolo lentamente para ver en que posición esta correctamente colocado. Esa posición es cuando deflecta al máximo.
Saque los tapones del block:

La potasa no hizo gran cosa.
Me puse a limpiar los alojamientos para cuando tenga los tapones de acero inoxidable:

Con el tema cigüeñal (que todavía no lo mande) me mande una macana comprando los metales de bancada en 0.11" sin medir con detenimiento.
Mi razonamiento fue, seguro que a 0,11" va bien y es casi la primera medida, paro casi la primera medida de las medidas actuales porque antes existían 0,01" y 0,02", miren:

0.01" es 0.025 mm
0.02" es 0.050 mm
0.10" es 0.254 mm
0.11" es 0.279 mm
0.12" es 0.304 mm
0.20" es 0.508 mm
Cuando medí detenidamente las bancadas me di cuenta que se podrían llevar tranquilamente a 0.02", están casi STD con lo cual ahora el objetivo es conseguir metales de época Federal Mogul sin terminar para poder comer lo justo el cigüeñal y llevar esos metales a la medida justa. Lo mismo voy a hacer con los de biela.
Va lenta la cosa pero va bien.
Estos son los elementos de medición necesarios: 2 micrómetros (uno para cilindros y el otro para muñones de cigüeñal) y un comparador o alesometro
El alesometro en un extremo tiene una T con un perno pequeño que sobresale y cada vez que ese perno se presiona la aguja deflecta. Cada división del reloj equivale a 0,01 mm. Es útil para medir interiores de piezas como por ejemplo los cilindros, los interiores de bancadas o interiores de bielas.
Como se ve en la caja trae extensiones de distintas medidas que se colocan en la T dependiendo el diámetro aproximado que pensamos medir.
Los micrómetros básicamente son tornillos calibrados con una escala circular en el manguito que nos dicen que distancia existe entre los dos puntos del mismo.
Tiene una escala de medio milímetro en el eje principal y el anillo que gira esta graduado en 50 divisiones que son las centésimas de cada medio milímetro de la escala principal.
Vamos a las fotos que quizás se entienda mas:
La escala superior horizontal nos esta marcando los milímetros (75 80 85) y la inferior nos marca el medio milímetro. En este caso la medida seria 85,00 mm porque el 0 de la escala circular coincide con la horizontal. Cada vuelta completa de la escala circular corresponderá a medio milímetro.
Parece complicado pero es fácil cuando podes probar con el instrumento.
Para controlar los cilindros vamos a ver por manual que medida necesitamos controlar:
Después de mucho luchar conseguí pistones en 0.20" (0.508 mm) entonces la medida seria 84.912 mm + 0.508 mm = 85.42 mm
Acá tenemos 85.42 mm en el micrómetro:
Un error que se puede cometer es buscar la medida así:
Noten que entre el 85 y el comienzo de la parte móvil, abajo, esta la marca de medio milímetro entonces en esta ultima foto la medida es 85.5 mm + 0.42 mm = 85.92 mm
El valor correcto (85.42 mm) seria la medida del pistón en la parte mas baja de la pollera del mismo. Controlamos el pistón:
Los pistones están perfectos.
Con esta medida tenemos que colocar el alesometro y girar el cuadrante hasta que la medida del micrómetro queda en 0 en el comparador:
En este momento si nosotros introduciríamos el alesometro en un cilindro de 85.42 mm nos marcaria 0, en caso de que la medida del cilindro difiera nos va a marcar en mas o en menos la diferencia en el diámetro que existe, por esto se lo llama comparador, estamos comparando la medida del pistón con la del cilindro para verificar la luz del mismo.
La luz indicada para pistones STD es de 5 centésimas (0.05 mm). Obviamente mas grande que el pistón, por lo tanto el comparador nos tendrá que indicar 5 divisiones antes del 0 si es que el trabajo de la rectificadora es correcto.
Efectivamente quedaron bien los cilindros. Obviamente hay que tomar esa misma medida en varios ángulos diferentes del cilindro para medir la ovalizacion y también a distintas alturas para ver la conicidad del cilindro. Es un laburito de paciencia porque en cada medida hay que ir tanteando la lectura del comparador moviéndolo lentamente para ver en que posición esta correctamente colocado. Esa posición es cuando deflecta al máximo.
Saque los tapones del block:
La potasa no hizo gran cosa.
Me puse a limpiar los alojamientos para cuando tenga los tapones de acero inoxidable:
Con el tema cigüeñal (que todavía no lo mande) me mande una macana comprando los metales de bancada en 0.11" sin medir con detenimiento.
Mi razonamiento fue, seguro que a 0,11" va bien y es casi la primera medida, paro casi la primera medida de las medidas actuales porque antes existían 0,01" y 0,02", miren:
0.01" es 0.025 mm
0.02" es 0.050 mm
0.10" es 0.254 mm
0.11" es 0.279 mm
0.12" es 0.304 mm
0.20" es 0.508 mm
Cuando medí detenidamente las bancadas me di cuenta que se podrían llevar tranquilamente a 0.02", están casi STD con lo cual ahora el objetivo es conseguir metales de época Federal Mogul sin terminar para poder comer lo justo el cigüeñal y llevar esos metales a la medida justa. Lo mismo voy a hacer con los de biela.
Va lenta la cosa pero va bien.